El afilado es una operación que se caracteriza por la recuperación y
asentamiento del filo de una herramienta de corte. Dentro del proceso podemos
encontrar una gran cantidad de métodos y
procedimientos que van de acuerdo a la experiencia del operador, así como a la
exactitud y precisión que ofrecen las afiladoras convencionales y
computarizadas.
Las herramientas que caben dentro del proceso de afilado se distinguen
por su alta dureza y aleación, dentro de ellas podemos encontrar; herramientas
sólidas en acero rápido y en carburo de tungsteno, fresa y sierra de disco para
ranurar y cortar, fresas angulares, cóncavo y convexo, disco sierra con punta
de tungsteno, machuelos, rimas, entre otras herramientas que cumplan funciones
de corte.
El afilado requiere como en el proceso de rectificado, exigencias que
van desde la sujeción de la rueda y
herramienta de trabajo, hasta la estabilidad, rigidez de la máquina y
composición de la rueda abrasiva. Esta última es definitiva cuando se quiere
alcanzar el filo de la herramienta, por ello vamos a ilustrar con mayor
detenimiento los tipos de abrasivos y sus características, entre ellos podemos
encontrar: Línea de Diamante, Línea de CBN,
Línea Vitrificada.
Diamante
El diamante es el mineral más duro que podemos
encontrar en la naturaleza, está clasificado en dos categorías: Natural y
sintético, este último es el súper abrasivo más utilizado en la fabricación de
ruedas de diamante a nivel mundial por sus propiedades y características
superiores, las razones consisten en que el grano al ser tratado mejora su
pureza y puede ser cubierto con otro tipo de elementos (Níquel, plomo, titanio)
para mayor rendimiento en el afilado o rectificado.
Nitruro de Boro Cúbico – CBN
El CBN es el segundo material mas duro, a diferencia del diamante, no se
encuentra en la naturaleza y debe ser fabricado a base procesos de síntesis,
altas presiones y temperaturas, como característica particular reacciona
positivamente frente al hierro y al acero de alta dureza, tolerando
temperaturas hasta de 1.360 grados centígrados brindando mayor conductividad
térmica y resistencia a la abrasión, característica que en altas temperaturas
no ofrece el diamante.
COMPOSICIÓN
D 170 R100 B1/8
- D : Clase de grano Abrasivo
- 170 : Tamaño del Grano
- R : Grado De Dureza
- 100 :Concentración
- B1/8: Espesor de la Capa
- Velocidad Periférica
1. Tipos de Aglomerante
-D Vitrificado (V): Para procesos de pulido y corte en carburo cementado, cerámico, gemas,
piedra, cristal y ferrita. Garantiza larga vida, proporcionando un buen
desempeño en la calidad del pulido y producción en masa.
-D Resinoide (R): Por su
excelencia es el aglomerante más utilizado en el proceso de pulido y corte en metales no ferrosos,
carburo cementado, cerámica, vidrio, ferrita y cuarzo. Fácil de utilizar,
presenta variedad de formas y proporciona un buen acabado superficial.
-D Metálico (M): Aglomerante
muy poco utilizado por su alto costo, se compone de polvo de diamante y polvo
metálico, está enfocado para procesos puntuales donde se requiera una
superficie de trabajo muy fina (Lentes ópticos), dirigido para metales no
ferrosos y carburo cementado. Proporciona larga vida aunque tiende a embotarse
en materiales duros.
-D Electro Deposición (P): Aglomerante
que comúnmente lo podemos encontrar en limas diamantadas y rotativas para
procesos de finalizado, desempeña un buen trabajo en materiales como: Carbón,
vidrio, gemas, plásticos, asbesto FRP, Ferrita y herramientas dentales, su
aplicación permite trabajos en desbaste y precisión, presenta buena eficiencia
en el pulido.
-B CBN: El nitruro de boro
cúbico es un compuesto de excelente calidad, por sus características físico
químicas permite un pulido preciso, gracias a sus propiedades es exclusivo para
trabajar herramientas y materiales que presentan dificultad al perfilar materiales ferrosos.
2. Tamaños del grano
La dimensión del grano en una rueda súper abrasiva, esta clasificado
por el tamaño de la malla, indicando la numeración que se requiere para
alcanzar el acabado o finalizado en un proceso de afilado.
3.
Grado de
dureza de la rueda
La dureza en una rueda súper abrasiva
indica el grado de fuerza de sujeción que ofrecen los granos a no dejarse
desprender en el proceso de afilado, generando un proceso de auto afilado.
4.
Concentración
La concentración en una rueda súper abrasiva indica el número de
partículas de diamante agrupadas en unidad de volumen porcentual dentro de la
estructura de la rueda, a mayor concentración porcentual será determinante
dentro del proceso de afilado y su costo se eleva. Esta variable se encuentra
estandarizada a nivel mundial.
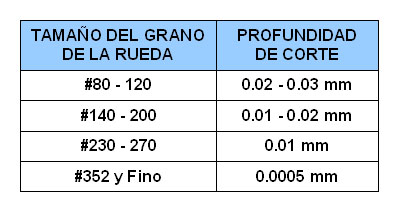
5.
Profundidad de corte
Controlar las profundidades de corte en el afilado es muy importante,
cuando queremos cuidar la vida de la rueda y alcanzar un buen acabado, KINIK
ofrece la tabla de profundidad de corte en cada pasada.
6. Velocidad periférica m/min.
El éxito en el afilado de una herramienta de corte depende de la
aplicación correcta en la velocidad periférica de la rueda de diamante o CBN,
el fabricante tiene especificado para cada aglomerante la velocidad de la
rueda.
KINIK ofrece una amplia gama de formas
y aplicaciones para todas las necesidades que surgen a nivel industrial dentro
del proceso de afilado.
@Herratec